Gussmodell-Erstellung mit Know How für die Gießerei:
Große Bowl-Skulptur für den Rathausplatz in Sandnes (NOR)

2018 bekamen wir den Auftrag, nach Vorgaben eines Künstlers eine große schüsselartige Skulptur herzustellen, die später im öffentlichen Raum aufgestellt werden sollte. Ein Großteil der Oberfläche sollte musterartig von ca. 8000 Durchgangslöchern versehen sein. Wir bekamen vom Künstler digitale Daten, die anzeigten, wo die Löcher platziert werden mussten.

Das fertige Kunstwerk in Sandnes, Norwegen
Quelle: Mikkel Wettre / Sandnes kommunes kunstsamling

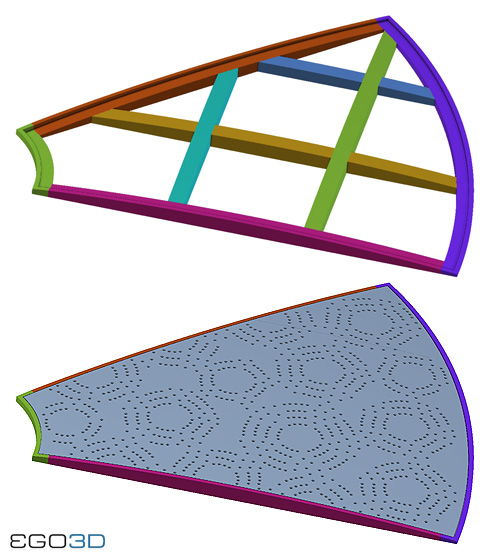
Design-Entwurf der Skulptur


Die Einzelteile passen fugenlos aneinander, trotz unterschiedlicher Herstellungsmethoden (3D-Druck und CNC-Fräsen)
Da sich das Lochmuster auf der kreisrunden Skulptur achtmal wiederholte, planten wir gemeinsam mit der Gießerei, dass wir nur einen Kreisausschnitt von 45° herstellen würden, der dann zum Abformen dienen und schließlich acht mal gegossen werden würde. Um die Entformbarkeit zu gewährleisten, deuteten wir die 1000 Löcher auf dem Teilstück nur an. Auch den nach innen gebogene Rand haben wir hinsichtlich der Abformbarkeit optimiert.
Da das Teilstück gewölbt war wie ein Oberflächensegment einer Kugel, stellten wir für das Abformen in Sand einen Aufstampfboden her. So war gewährleistet, dass das Bauteil den hohen Druck beim Stampfen des Formsandes stand hielt. Die einzelnen Streben des Aufstampfbodens wurden in Holz gefräst, so dass das Bauteil exakt auf die gesamte Konstruktion des Aufstampfbodens passte.
Anhand unserer Vorschaubilder des digitalen Modells konnte der Künstler erkennen, dass die nach innen gewölbte Kante der Skulptur zu dünn angelegt war. Da auf dem umlaufenden Außenbereich der Skulptur später Menschen würden sitzen können und sich eventuell an der Kante festhalten würden, musste diese angenehm zu greifen sein. Also änderten wir diesen Bereich im digitalen Modell – ein großer Vorteil bei der digitalen Modellierung: Oft können anhand unserer Vorschaubilder vorher nicht berücksichtigte Aspekte noch rechtzeitig erkannt und optimiert werden.
Der innere Kreis der Skulptur war der einzige nicht gewölbte Bereich. Hier stellten wir den gesamten Kreis her, an dem später die acht gegossenen, identischen Teilstücke angeschweißt werden konnten. Schließlich frästen wir das Teilstück und den Innenkreis auf unserer größten CNC-Fräse. Den nach innen gewölbten Rand der Skulptur wiederum stellten wir im 3D-Druck her. Schließlich lieferten wir die Bauteile bei der beteiligten Gießerei ab.
Heute steht das Kunstwerk vor dem neuen Rathaus der südnorwegischen Hafenstadt Sandnes.
Digitale Konstruktion des Aufstampfbodens. Die einzelnen Streben wurden so konstruiert, dass das gefräste Teilstück der Bowl später auf den Milimeter passgenau darauf abgelegt werden konnte.

fertiger Aufstampfboden. Die Oberseite der Streben ist leicht gewölbt und wurde daher gefräst

Gefrästes Bauteil auf dem Aufstampfboden

Teilstück des 3D-gedruckten Randes der Skulptur

Die fertig gegossene und verschweißte Bronzeskulptur erhält den letzten Schliff in der Gießerei.